Nature����ZrO2-SiO2 �մɸ��ϲ�����3D��ӡ��֧���е���ǿ����ҽѧ������

����� (ZrO2) �������õĻ�е���ܺͿ������Զ����㷺�����ٴ�Ӧ�ã�����Ǻ�����ֲ�塣Ȼ����ZrO2�Թ���������֯��ϵ�ϸ�������ϲ�Լ��ȴ�������������ת������µ����������������ٴ�Ӧ�úͼӹ������ԡ�
���ڣ�������Nature Scientific Reports�ϵġ�Enhanced biomedical applicability of ZrO2�CSiO2 ceramic composites in 3D printed bone scaffolds����ZrO2-SiO2 �մɸ��ϲ����� 3D ��ӡ��֧���е���ǿ����ҽѧ�����ԡ�
���о�ּ���о��������մ� 3D ��ӡ���յ� ZrO2-SiO2 �����䷽�����䷽�������ٴ�Ӧ������Ļ�е���ܺ�ϸ������֮��ȡ��ƽ�⡣ͨ��ѡ���Լ����������Ʊ����в�ͬ ZrO2-SiO2 �����䷽������������ 900�� �� 1500 ����¶����սᡣ
![]() ����Ȼ�����ƵĻ�е���ܺ�ϸ������
����Ȼ�����ƵĻ�е���ܺ�ϸ������
S5Z5 ���ϲ����� 50 wt% ZrO2��35 wt% SiO2 �� 15 wt% SiO2 �ܽ���ɣ��� 1300 ��C ���ս��¶��£��俹ѹǿ�Ⱥ�����ǿ�ȷֱ�Ϊ 82.56 MPa �� 55.98 MPa�����ս��¶ȴ� 900�� ���ߵ� 1500 ��ʱ��S5Z5 ���ϲ��ϵ�������ԼΪ 5%�����и��ϲ�����MG63ϸ������144 h���δ���ֳ�ϸ�����ԣ�����S5Z5���ϲ��ϱ��ֳ������Ե�ϸ������������Щ������������������ϲ�����ȣ�S5Z5 ���ϲ��ϱ�֤����������Ȼ�˹Ǹ����ƵĻ�е���ܺ�ϸ��������
���ڹ�������֢�������¹ʵķ��������ӣ��������Դ��ȱ��Ĺǿ����Ƶ��ٴ�����һֱ�����ӡ�Ŀǰ���������Ʒ�����������ֲ���ͬ��������ֲ������ǿ���ȱ��Ĺ����ϡ���Ȼ�dz�����ֲ�룬��Ϊ��Ϊϸ�������ṩ������Ļ������Ӷ������˹��������ڡ�Ȼ�������߿��ܻ���ֲ������߷�Ӧ���Ӷ�����ͨ��ֲ�����Ⱦ��Ⱦ�Լ����ķ��ա����⣬���õ���Ȼ��ֲ�������������������ٴ�����������
��ˣ��Ѿ�̽������֯���̣�TE��������ϸ�����̡��������Ӻ�֧�ܹ��̣��Կ˷�������Щ���ѡ�֧���ر���Ҫ����Ϊ����Ϊϸ��ճ������ֳ�ͷֻ��ṩ�˻�����֧�ܲ��ϱ�������ʵ��Ļ�е���ܣ���ȷ�����ؽ������еĽṹ�ȶ��� ����ˣ�֧�ܲ��ϵ�ѡ�������֧�ܵķ�����Ȼ����Ҫ���о����⡣�������ۺ���մɺ��ϲ������ٴ�Ӧ���г��õ�֧�ܲ��ϡ����������ṩ�㹻��֧����ά��֧�ܵĽṹ������Ҫ����������������ǿ��������ԡ��ۺ��������������Ȼ���������������ԣ������ǵĿ��ٽ���Ͳ����������������ǵ������ԡ�
�մɾ������õĻ�е���ܺ�ϸ��������ʹ���ʺ�ϸ���������ر��� ZrO2 �����е���ܺͿ������Զ����������ٴ�Ӧ�á�Ȼ����ZrO2 û��������ԣ����������������ѧ��������20��ZrO2 �ĵ�ϸ���������������Կ��ܻ���������֧�������ҽ��Ӧ���е�Ӧ�á�
��һ���棬SiO2 ͨ������鴼������������Һ�еĸ����Ӻ���������ӵ�����ã����г�ɫ��ϸ������֯����22��23���о�������ZrO2 ������Һ���е� SiO2 ��Ӧ�γ� ZrO2�CSiO2 �������Щ ZrO2-SiO2 ������������õ��������ԣ�������ҽ��Ӧ�ã���Ϊ�����ܹ��ͷŴٽ��ɹ�ϸ�������ͷֻ��Ĺ��������ӡ�Ȼ��������Щ��ǰ�������о���û���о� ZrO2-SiO2 ��ɶ���Щ������Ļ�е���ܵ�Ӱ�졣
����Ĺ�֧��Ӧ���и߶Ȼ����Ķ�ṹ�������յ���Χ��֯�γɹǣ�����Ϊ����ϸ���Խ��й���֯������ģ�塣Ȼ������ 3D ��ӡ������֮ǰ��������������Ľṹ�dz����ѡ�3D ��ӡ�������Դٽ��������ԭ���ĸ��ӽṹ�����졣ʹ�����ڳ������� (FDM) ���գ���ʹ�þ۰���/������/TGF��3 �γ���֧�ܣ��ٽ�����-����ʸ�ϸ����MSCs���ľۼ����յ�MSCs�����Ƿֻ��Բ��������������Ļ��ʡ���ѧ����ʹ�ú�������/����ϩ������ȩ���ϲ�����Ϊԭ�����������ڹ����ܵĶ��֧�ܡ�
ʹ��ˮ������Ϊճ�ϼ���ͨ�� 3D ��ӡ���������� ��-TCP ֧�ܣ��Ӷ����õ����� MSCs ��������֯����ѧ����ʹ��ճ�������3D��ӡ�����������л����ṹ�ľۼ�����/�Ǿ��ǹ�֧�ܣ�����ʯͿ�㴦����ٽ� MSCs ����ɢ����ֳ��������һ���������� 3D �����ѡ���Լ������� (SLG) ���գ���Ϊ�մɼ������� (CLG)36����Ӧ�������� CaCO3-SiO2 ��������մ�֧��37������ʹ�������ϣ������������Ϊ SiO2 �ܽ�����Ϊճ��������ʵ�����ս�������Ľӽ����������������һ���о��У����� SLG ������ʹ����ճ�ϼ�ʱ��������������ʵ��������� 3D ��ӡ������ʹ���л�ճ�ϼ�ʱ�۲쵽����������ʡ�
����ǰ���о��У�CaCO3-SiO2 ���ϲ��ϵĿ�ѹǿ��Ϊ 47 MPa������Զ������������� 100-230 MPa39����ˣ����о���Ŀ����ȷ�����ʵ������մɲ��Ϻ��ս��¶ȣ��Ը��� SLG �����Ʊ�����Ʒ�Ļ�е���ܲ��������������������ѧ���ܡ�ZrO2�CSiO2 �����ﱻ��Ϊ������Щ��������ԣ���˱�ѡ�����ڱ��о���
Ϊ�˴ﵽ��������ܣ��о�������˸��� ZrO2-SiO2 �����䷽�����ڲ�ͬ�¶��¶� SLG ��������������������ս�40���о������ǵĻ�е���ܡ��۽ṹ��ϸ������������ X �������� (XRD) ��������ϸ����ʵ���������������ʵ��䷽�Ʊ�������֧�ܣ������������ٴ�Ӧ���еĿ����ԡ�
![]() ���˵���е���ܲ��ϸ�����
���˵���е���ܲ��ϸ�����
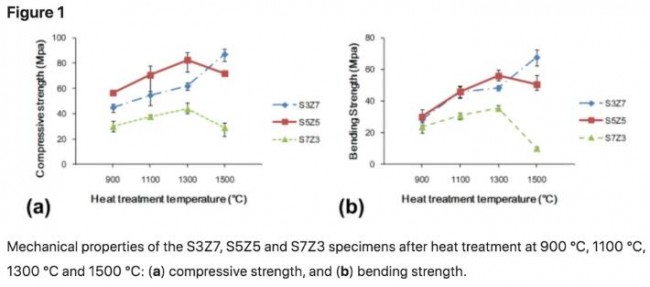
Ϊ�˽ⲻͬ ZrO2-SiO2 �䷽�������ѧ�������ȴ����¶�֮��Ĺ�ϵ���ⶨ�����ֲ�ͬ�䷽�Ʊ�����Ʒ�ڲ�ͬ�ȴ����¶��µĿ�ѹǿ�ȺͿ���ǿ�ȣ������ͼ 1 ��ʾ��
 ��ͬ ZrO2-SiO2 �䷽�������ѧ�������ȴ����¶�֮��Ĺ�ϵ
��ͬ ZrO2-SiO2 �䷽�������ѧ�������ȴ����¶�֮��Ĺ�ϵ
© Nature
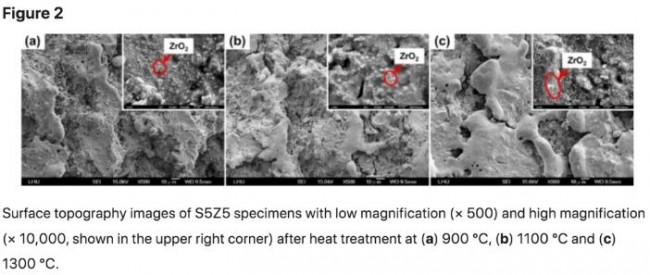
��ѹǿ�ȺͿ���ǿ�Ⱦ������ȴ����¶���900-1300�淶Χ�ڵ����Ӷ����ӡ����� SiO2 ���ٽᾧ�¶��� 800 �� 1200 ��C ֮�䣬ȡ�������칤�ա�����SiO2�����ٽᾧ�����¶ȵ����߶����ӣ��������ǿ����֮��Ľ���������¸��õĻ�е���ܡ����ս��¶ȴ�1300����ߵ�1500��ʱ��S3Z7����ѧ����������ߣ���S5Z5��S7Z3����ѧ�����½���ͼ 2 ��ʾ�� S5Z5 �� 900��C��1100��C �� 1300��C �ȴ����¶��µĵͷŴ��� (500x) SEM ͼ��
 © Nature
© Nature
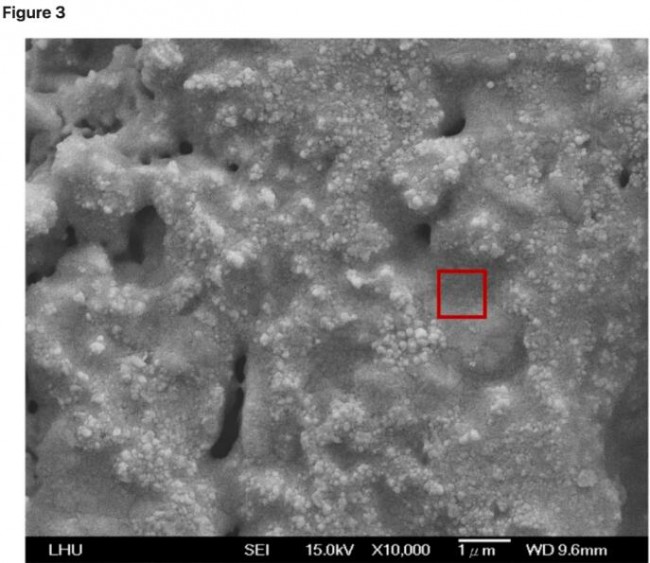
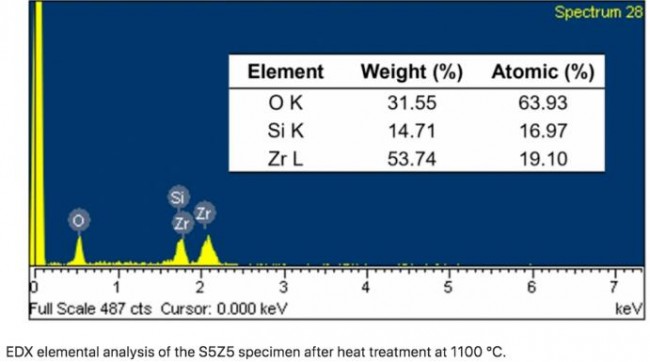
���۲쵽���Ͻ���ʾ����Ӧ�߱��ʣ�10,000����SEM ͼ��ͨ���۲������������� SiO2 �������ۻ�����֤�������� SiO2 ���¶����߶��������ٽᾧ���Ӹ߱� SEM ����Ƭ���Կ�����ZrO2 �ľ����ߴ������¶ȵ����߶����ӡ�Oh ��������� SiO2 ���ٽᾧ����һ������ ZrO2�CSiO2 ������Ļ�е���ܡ����⣬�� 1300 ����ȴ����¶��¶� S5Z5 ���� SEM �� EDX Ԫ�ط�������ͼ 3 ��ʾ��ѡ���Ŀ�ܱ�ʾ ZrO2 �������ٽᾧ SiO2 �е������Լ� O��Si ��������Zr �� Zr �ֱ�Ϊ 31.6%��14.7% �� 53.7%��
 © Nature
© Nature
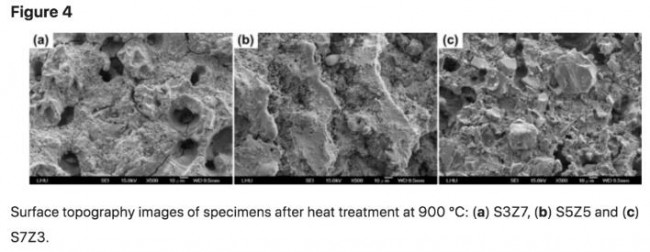
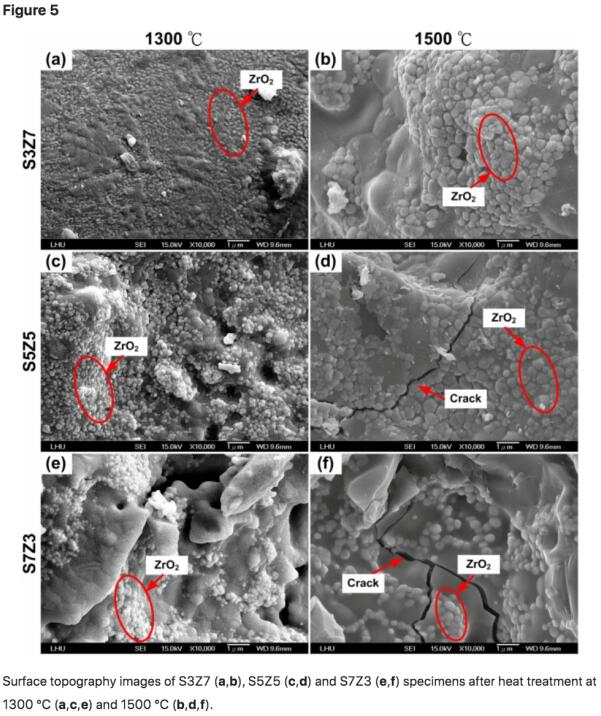
���� 900��C �ս�� S3Z7 �� S7Z3 �ĵͱ���500 ����SEM ����Ƭ�� S5Z5 ����Ƭ���бȽϣ���ͼ 4 ��ʾ����ͼ 4a �У����Թ۲쵽 S3Z7 �����ϵ��������ƣ����Լ�������������������۽ṹ��S5Z5��S7Z3����δ�۲쵽�������ƣ���ͼ4b��c��ʾ��ͼ 5 ��ʾ�������䷽�� 1300��C �� 1500��C �ȴ����¶����Ʊ��������ĸ߱��ʣ�10,000 ����SEM ����Ƭ�������䷽�Ʊ�����������û�����ơ��ȴ����¶�1300�档���ս��¶���ߵ�1500 ���S5Z5��S7Z3����������Ե����ƣ���S3Z7����û�з��ִ������ơ�
 © Nature
© Nature
 © Nature
© Nature
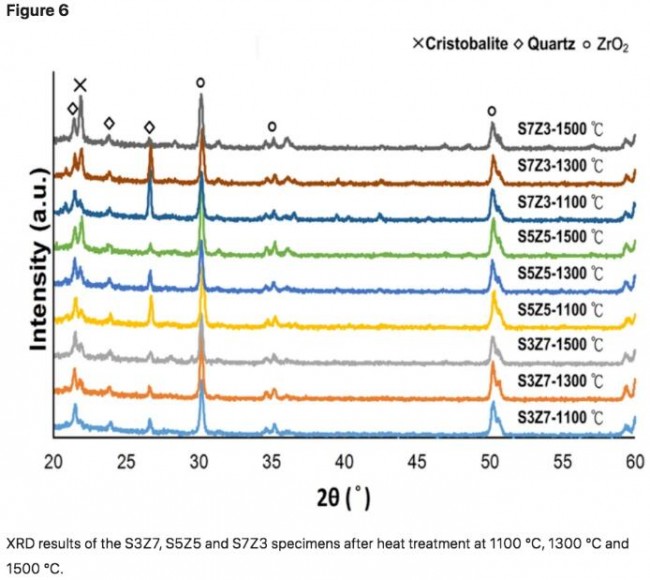
�����䷽�Ʊ��������� 1100 �桢1300 ��� 1500 ����ս��¶��µ� XRD �����ͼ 6 ��ʾ��S5Z5 �� S7Z3 �ķ�ʯӢ�壨2�� = 22�㣩�������ӣ������¶����ߵ� 1500 ��C42,43 ʱ��ʯӢ��ķ壨2�� = 26.6�㣩������ȫ��ʧ��������ܶȴ� 2.5 ���͵� 2.3 g/cm3��SiO2 ��Ӧ�������� 44��ʯӢ��ʯӢ��ת�䷢���ڴ�Լ 1300��C �� 1710��C �� SiO2 �۵���¶������ڣ���ʯӢ���м�����״̬��ת���� 1677��C ʱ�ﵽ���ֵ��ͨ�� XRD �������� 1100 �� 1500 ��C ���¶ȷ�Χ�ڣ������䷽�Ʊ����������ر��� S5Z5 �� S7Z3�����ȴ��������й۲쵽ʯӢ��ʯӢ����䡣
 © Nature
© Nature
���ڶ��ɴ˲����Ļ�е���ܵķ�����S7Z3 ����̭ΪDZ�ڵĺ�ѡ���ϣ���Ϊ���Ŀ�ѹ�Ϳ���ǿ�Ȳ��㡣S3Z7 �� S5Z5 �����ֱ��� 1300��C �� 1500��C �½����ȴ���������������������������������Թ���һ�����ǡ�
![]() ��϶�ʺ��������/����
��϶�ʺ��������/����
ͼ 7 ��ʾ�� S3Z7��S5Z5 �� S7Z3 �ڲ�ͬ�¶����ս���϶�ʺ�����ı仯�������䷽��Ʒ�Ŀ�϶�����¶����߶����ͣ���ֻ�� S7Z3 �� 1500 ��C ʱ��϶���������ӡ���ע� S5Z5 �Ŀ�϶�ʱ仯�� 1300-1500 ��C ���¶ȷ�Χ����������ġ�ͼ 7b ��ʾ�˲�ͬ�¶�������ı仯��S3Z7��������������¶����߶����ӡ�Ȼ�������� S5Z5 �� S7Z3�������ʽ��� 900-1100 ��C ���¶ȷ�Χ�����ӣ����� 1100 ��C ���ϵ��¶ȷ�Χ���½������⣬S7Z3 �� 1500 ��C ʱ�۲쵽���Ͷ������������� SEM �������۲쵽 ZrO2 ��ĩ���ž۷����������¶��£���ͼ 2 ��ʾ�������ڽϸ��¶��´����ľ��нϸ� ZrO2 �����ĸ��ϲ��ϣ������ž۸�������SiO2��ĩ�����ijߴ�Զ����ZrO2��ĩ������SiO2��ĩ����֮��Ŀռ佫��ZrO2��ĩ���������ž�����䡣��һ������ SiO2 �������ٽᾧһ�𣬵����������ṹ�����ܻ���������϶�ʵĽ��ͣ���ͼ 7a ��ʾ��S5Z5 �� S7Z3 �� 1300-1500 ��C �¶ȷ�Χ�ڿ�϶�ʵ�С�仯���ں���IJ����н��͡���ͼ 5 ��ʾ���ڱ��о���ʹ�õ������¶��£����и��ϲ��϶����Կ�����ʯӢ�塣��ˣ�Ԥ�����и��ϲ������κ��¶��µ�����������ӣ�����Ԥ��������͵ij̶�ȡ���� SiO2 ��������ˣ������ָ��ϲ����У�S7Z3 ��������������������ӿ��Բ���ǰ�����۵Ŀ�϶�ʵļ��٣������� S5Z5 �� S7Z3 �Ŀ�϶���� 1300-1500��C ���¶ȷ�Χ�ڷ���С�仯����ǰ�������ڽϸ��¶��½ϴ�ߴ�� ZrO2 Ҳ��������������ӡ���һ���棬����� ZrO2 ��ĩ���������۶����١����������о����¶ȣ������������� S3Z7 ������仯��S5Z5 �� S7Z3 �� 900�C1100 ��C ���¶ȷ�Χ����ʾ����Ӱ�������仯��Ȼ������ 1300 ��C ��ʼ����������ԭ���ø������ţ�������ӣ���˱��ֳ���ͼ 7b ��ʾ����Ϊ��
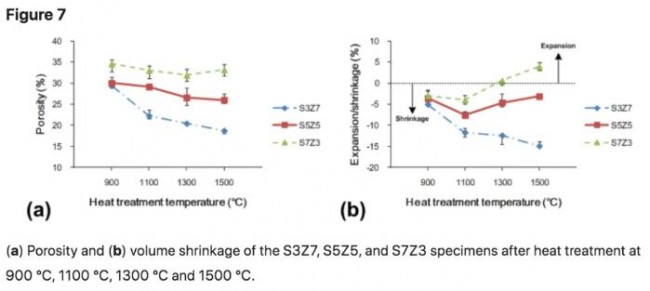 (a) S3Z7��S5Z5 �� S7Z3 ������ 900��C��1100��C��1300��C �� 1500��C �ȴ�����Ŀ�϶�ʺ� (b) ��������ʡ�
(a) S3Z7��S5Z5 �� S7Z3 ������ 900��C��1100��C��1300��C �� 1500��C �ȴ�����Ŀ�϶�ʺ� (b) ��������ʡ�
© Nature
![]() ��������
��������
���Ż� ZrO2-SiO2 ���ϲ��ϵ��������ʺͻ�еǿ�Ⱥ����� 1300 ���ȴ�������Ʒ���ڽ�һ����ϸ����������ֳ���ԡ�ͼ 8 ��ʾ�� MG 63 ϸ�������� 24 Сʱ�� 144 Сʱ��� S10��S7Z3��S5Z5��S3Z7 �� Z10 ��Ʒ�� MTT �ⶨ�� OD ֵ����ֳ����ͼ��ʾ���ֱ�ʹ�� S10���� SiO2���� Z10���� ZrO2����Ϊ���Ժ����Զ��գ���ȷ��ϸ�������Ƿ���ܵ� ZrO2-SiO2 �䷽���ض��ɷֵ�Ӱ�졣��ϸ������ 24 Сʱ����������Ʒ�� OD ֵ������ϸ������Ʒ�ij�ʼճ����ֵ��ע����ǣ�������Ʒ�� 144 Сʱ�ij�ʱ�������۲쵽ϸ����������ˣ�ZrO2-SiO2 ��Ʒ�ϵ�ϸ����ֳ���Ա���Ϊ����������������ġ���ͼ�л����Կ�����S5Z5 ���ֳ���õ�ϸ����ֳ������
 © Nature
© Nature
MG63 ϸ���� S10��S3Z7��S5Z5��S7Z3 �� Z10 �걾�ϵ�ϸ��ճ����������ͨ������Դ��������������õ�ֵ����ͳ�Ʒ�����������ˮƽȷ��Ϊ*P < 0.05��
ʹ��ӫ��Ⱦ��ͨ�����ϸ���Ƿ���ԭʼ��״������ϸ��ճ��״̬�������ͼ9��ʾ��ͨ��MTT�ⶨ������MG63ϸ�����������б걾�ϡ����� 24 h ��ϸ����̬��Ϊ������̬������ϸ���ѷ�������������������ʱ���ӳ���144 hʱ��MG63ϸ���������ӣ�MG63������������Χϸ��������
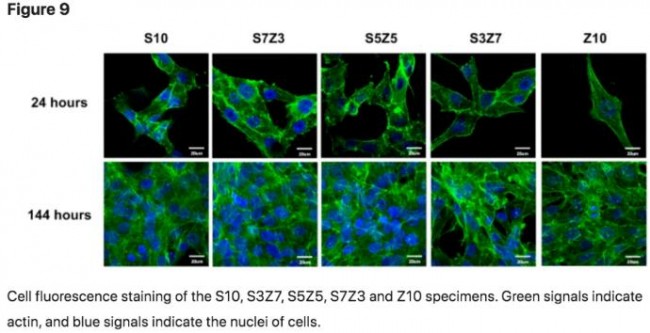 S10��S3Z7��S5Z5��S7Z3 �� Z10 �걾��ϸ��ӫ��Ⱦɫ����ɫ�źű�ʾ�������ף���ɫ�źű�ʾϸ���ˡ�
S10��S3Z7��S5Z5��S7Z3 �� Z10 �걾��ϸ��ӫ��Ⱦɫ����ɫ�źű�ʾ�������ף���ɫ�źű�ʾϸ���ˡ�
© Nature
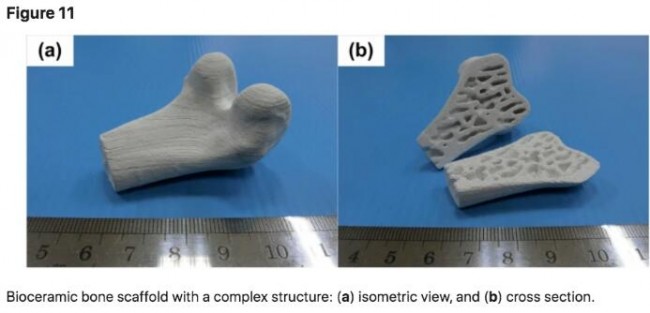 ���и��ӽṹ�������մɹ�֧�ܣ���a���Ⱦ���ͼ���ͣ�b������档
���и��ӽṹ�������մɹ�֧�ܣ���a���Ⱦ���ͼ���ͣ�b������档
© Nature
(���α༭��admin)

��һƪ��TVASTA MANUFACTURING ��ӡ��ˮ�˾���������µ���̬�Ѻ��ͽ���3D��ӡ����
 Nature����ZrO2-SiO2 �մ�
Nature����ZrO2-SiO2 �մ� �¼��¹�����ѧ����������
�¼��¹�����ѧ���������� �人������쳿����飺����
�人������쳿����飺����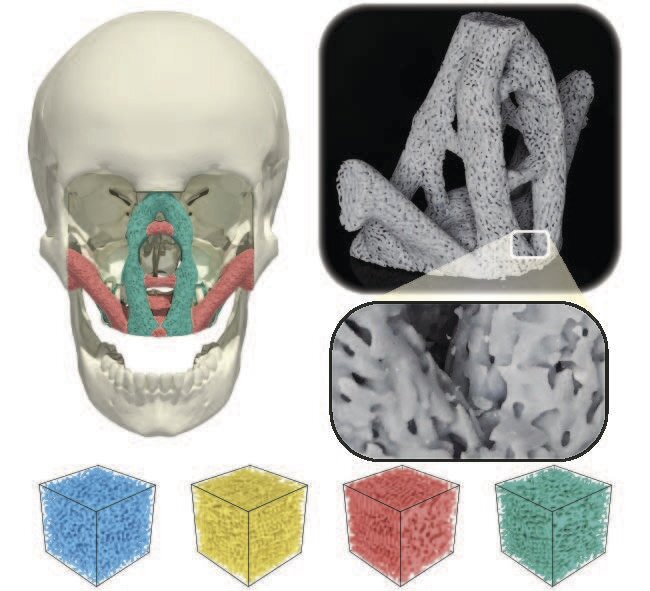 ���Դ�ڹ�������ѧ������
���Դ�ڹ�������ѧ������ ��Additive Manufacturing
��Additive Manufacturing ʹ��Ԫ�ط�ĩ�ͼ���ԭλ��
ʹ��Ԫ�ط�ĩ�ͼ���ԭλ��- ��TVASTA MANUFACTURING ��ӡ��ˮ�˾
- ��Nature����ZrO2-SiO2 �մɸ��ϲ�����3D
- ���¼��¹�����ѧ���������Ϻͽṹ3D��ӡ
- ���人������쳿����飺����̾�������
- �����Դ�ڹ�������ѧ�����������̼���
- ����Additive Manufacturing����Һ��Ҳ��
- ��ʹ��Ԫ�ط�ĩ�ͼ���ԭλ�Ͻ���������
- ��9��3D��ӡ���ϵ�����ǰ�ؽ�չ
- �������ﹹ����̻�3D��ӡ�Ʊ����Դ�����
- ��3D��ӡ���ڲ��Ͽ��������¹���NASA�з�
 �����ﹹ����̻�
�����ﹹ����̻� �����������㶫ʡ
�����������㶫ʡ Fortify�з�Flux
Fortify�з�Flux 

