
��������������ĸ��ϼӹ���������(2)

������ģ����״�������켼�����ͣ���ӣģͣ�
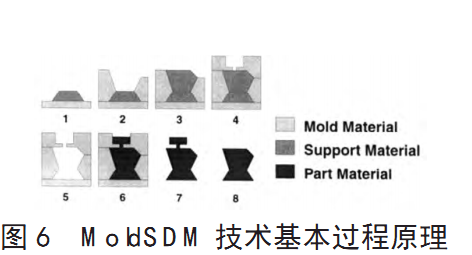
ģ����״��������������״��������������ݱ�����ġ��ͣ���ӣģ��ص��ǣ����Ȳ��ãӣģͷ����Ʊ�ģ�ߣ�Ȼ���ٽ���ע�ܣ���ע���ͣ���ͼ����ʾ���ͣ���ӣģͳ�������Ҫ���ֲ�ͬ���ϣ�֧�Ų��ϡ�ģ�߲��Ϻ�������ϡ�֧�Ų��ϲ��ֶ�����ģ�ߵ���ǻ��Χ����֧�Ų����ܱߵ�ģ�߲��ϲ��ֶ������ģ�߱��������Լذѹ��չ��̻���Ϊ�IJ������ãӣģͼ��������ӳ��ͣ�������������ȥ��֧�Ų��ϣ���������ע�ܣ���ע����������ȥ��ģ�߲��ϣ����ӹ����ճ��Σ������������� �ͣ���ӣģͼ�������ڣӣģͼ������������ڣ�������������ij��Ͳ��õ���ע�ܣ���ע���������Գ������û�зֲ�ֽ��ߣ�ģ�ߣ��������������ֲ�ֽ��ߣ�֧�Ų��֣�������������һ���ֽ��ߣ��ر����������մ��������ڲ���ȱ�ݺͲ��ճ���Բ�IJ��ϣ����Ѽӹ�������˵���ɴ����ٻ��ӹ����֡�
�ͣ���ӣģͿ�������������ܵĹ���������Լ�Ԥװ������;����ݶȹ��ܲ��ϵ����������ͼ�������Ҫȡ����ģ�ߺ�֧�Ų��ϵIJ������ԣ���Ҫ�У��͵������ʿ��Լ��ٳ��ͼ����������Σ��õĽ���Կ��Գ��ܸ��������������С�������Ա��ε�Ӱ�죻�ߵĻ�ѧ�����Կ��Ի�ø����ȵ�����֯��ȥ���Ժõ�֧�Ų��Ͽ��Խ���ȥ��֧��ʱ�Գ��ͼ���Ӱ�졣
���ǣ��ͣ���ӣģͼ�������������ȱ�㣺
һ�ǣ���ʹ�õIJ��������١����ڳ������������˶���IJ��ϣ�Ҫ����������õ��������Լ��ɼӹ��ԣ� ��������˿�ʹ�ò��ϵķ�Χ��
���ǣ������ע�ܣ���ע��ģ��ȥ�����������˳�����ʱ�䣻
���ǣ��� �ͼ��ߴ��С��
���������ƽ����ѻ��������ãͣ£�
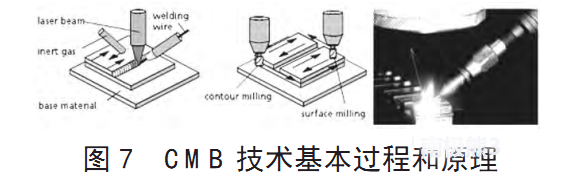
�¹����ʺͷ����������о����ںϲ������Ӻ�ȥ�����������˿��ƽ����ѻ��������ã����������ͣ�����£��������ãͣ£����ü���ԭ���̣ͣţΣӣ��ģ̣����ƣ�ֻ���ڣãͣ�ϵͳ���䱸��ϳ��װ�ã���ɨ�������һ�������ϳ�����ӹ�ÿһ��ı�������ʹ֮ƽ������������������ľ��Ⱥͱ�����ȡ��ݱ������� �첻������ʱ�����Դﵽ�����������ܶȡ���ϵͳ���Ĺ��ղ���ͬ����˿�����۸����������ò���Ϊ���пɺ��ӽ�����
�ãͣ�ϵͳ������һ��������ʽϳ���������������֣���������Դ����˿���������屣��װ�ã���װ�������Աߡ������Ϊ��������ϳ������������ͼ����ʾ��ϳ��ʱ������װ����������װ�������˶����Ѵﵽ�Գ���װ�õı����Լ���������֮��ĸ��档����ÿһ�����ʱ�������屣����ֹ��������������ƽ��ϳ���ͷ���ϳ������֤�����ͱ��澫�ȣ��������ճ�������ľ��Ⱥܸߣ���������ڲ�����û��ȱ�ݡ��¹����ʺͷ����������о��������ģãͣ�ϵͳ��Ҫ����ģ��������������γߴ�ɴ�������������������������������������ȿɴ������������Ŀǰ�ü����о����������ڻ������������ӹ����ĵĸ߶��Զ����ãͣ¼��������о���
���������ڶѺ��Ļ�ϼӹ�ϵͳ�������ȣ̣ͣ�
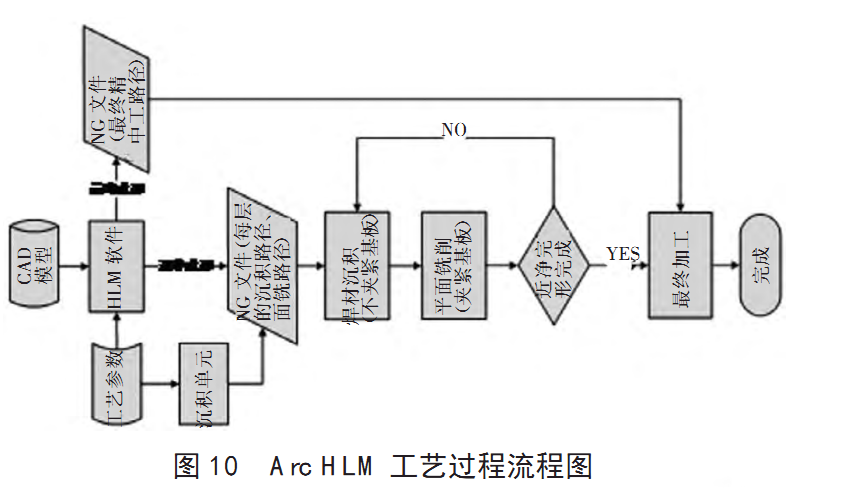
ӡ������ѧԺ������������о���һ�ֻ��ڶѺ��Ļ�ϼӹ�ϵͳ�������ȣ̣�ϵͳ������������屣���������ɵ�һ����������ػ����ϣ���ͨ�����Ƶ�����ϵͳ���п��ƣ���������̣�ͼ����ʾ���ͣãͣ¼�����ͬ��ֻ�dz���ɨ��һ���ֻ����ƽ��ϳ����ȥ��ȱ�ݼ������㣬��֤�ﵽԤ�õĺ�ȣ���ֱ���������μ���ɣ������з���ϳ��������̨��ЧӦ����֤�ߴ羫�ȼ�������ȣ���
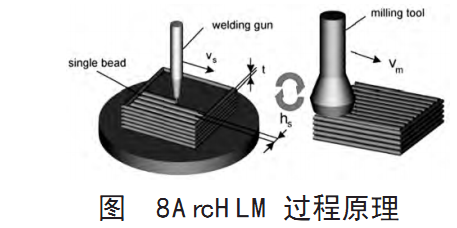
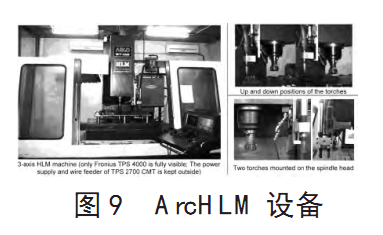
��ϵͳ�ŵ��ǣ��߶��Զ���������Ϊ���ģ����á����٣������ٶȣ������������磯��������ȫ����ͷ��װ�������ϣ���װ�����;��ȸߣ����������á������ȣ̣�ϵͳ��������ͣ�����˳���������ͬʱ�����˳���ʱ�䣻���ڲ��öѺ������Ǽ���������ͣ���ϵͳ����Ӧ�ھ��й��ȸ��Ӻ;�ϸ�ṹ�������ͬʱ���ܳ��β�ͬ�ɷֺ���֯���ݶȹ��ܲ��Ͻṹ��ͼ����ʾΪ�����ȣ̣��豸�� �����ȣ̣��������̿��Է�Ϊ�����֣�����Ľ��� ���Σ��ȴ������Խ�������������ӹ�����ͼ������ʾ��
(���α༭��admin)
 ʲô��FDM�IJģ����ھʹ�
ʲô��FDM�IJģ����ھʹ� ��������3D��ӡ��������
��������3D��ӡ�������� dz�����ֳ���3D��ӡ���ϵ�
dz�����ֳ���3D��ӡ���ϵ� ͨ����������ؿ���ѡ����
ͨ����������ؿ���ѡ���� 3D��ӡ��֪ʶС����
3D��ӡ��֪ʶС���� ��̻���ӡ���Ϳ���Ҫע��
��̻���ӡ���Ϳ���Ҫע�� ʹ��FDM3D��ӡ��3
ʹ��FDM3D��ӡ��3 3D��ӡģ�ͳ�����
3D��ӡģ�ͳ����� FDM 3D��ӡ������
FDM 3D��ӡ������ ����Ϳ��Ʒ�ĩ��
����Ϳ��Ʒ�ĩ�� ��ȡ�ȫ�� ����
��ȡ�ȫ�� ����