
��������������ĸ��ϼӹ���������(4)

�����������������������գ��ͣ�
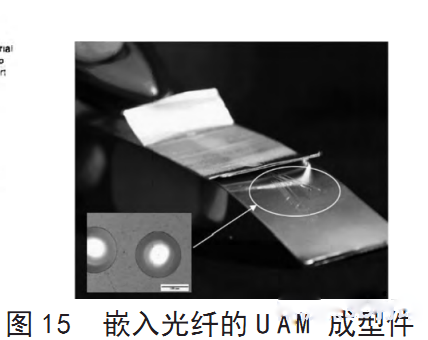
�������������죨�գ������������������������������������գ��ͣ������dz��������Ӻ����ؼӹ���ϵ�һ�ֹ�̬���ϼӹ�����������Ϊ������Ƭ�������ԭ�������ó�������������ʹ�����躸�ӵı���Ħ�����γɷ��Ӽ��ںϵ�һ�ֹ�̬���ӡ��ڵ�����һ�������ããΣü���ȥ��������ϣ��������ļ��γߴ�;��ȣ�Ȼ�������һ��ĵ��ӣ����ѭ��ֱ����������������ͼ������ʾ���գ��ͼ������ƣ��ɽ��������������Ͳ��Ϲ㷺������ͭ������������ ����ɫ�����������γɲ�ͬ���ϵĽ�ϣ����ݶȹ��ܣ����Լ��ɹ��������������ṹ��ͼ����ΪǶ����˵ģգ��ͳ��ͼ���
�ӣ����������˴����ԵIJ���һ�ֻ��ھ������� ����Ԫģ�ͣ��ģģãУ��ƣţͣ���ܵ�λ���ܶȼ����о��ˣգ��ͳ����У��죳���������ȣ������Ǿ������γɻ�������������ȷԤ�⡣�ʣ�������˽����ˣգ��ͳ�����ճ���˶�����ѧ�����о������ڣգ��ͼ����Ѿ���������ҵ���Σ��¹��ģƣ��������㹫˾��2013��12���Ƴ��������µij��������Ĵ�ӡ�����գ��ͣӣ���������� ���������ͣ���������
��������������
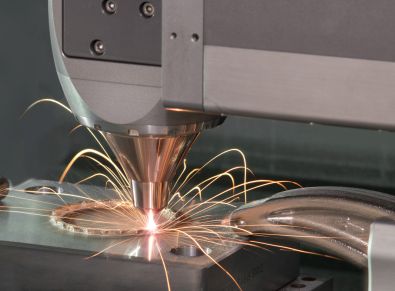
�人������ѧ���º��Ŷ��ںϲ������Ӻ�ȥ�������о��ˣȣУģͼ������ü����ͣãͣ¼���ԭ��������ͬ����ͬ���Ǹ�ϵͳ�������첿�ֲ��õ��ǻ��ڷ�ĩ���������ӿ��ٳ��μ���������ڣ����ȣ̣ͣ��ȣУģͼ���������õ����ӳ��μ��������������ߡ���߰뾶��С���������У���������ٶȸ��졣����������ʮ���ȶ�������Զ����̶ȸ��ߣ���������С�����ɱ��ȣ����ȣ̣ߣ��������ڲ��÷�ĩ���γ��۳أ�������θ����ÿ��ơ�����ڣãͣµȲ��ü���͵��������εļ������ȣУģͼ����ɱ��ͣ�ɨ��·�������ƣ�����߽ϴ��;��Ƚϵͣ����νṹ����ϸ�� �ͣ���������У�������ͣ����������о��˻��ڶѺ��ĸ��ϳ��ͼ����У�ϳ���Բ������ܵ�Ӱ�졣�������û��ڶѺ��ĸ��ϳ��ͼ����Ʊ�������������һ�������ڳ�������ÿ����ɨ��һ�����ƽ��ϳ������һ��������û��ϳ�����̡�

ͨ���Ա���������������֯�ṹ��Ӳ�ȷֲ�����Լ������������������ϳ�����̶Գ��Ͳ������ܵ�Ӱ������ã����ó����ۣ�ϳ���ӹ��Գ������������֯��̬���ֲ���Ӳ�ȷֲ��нϴ�Ӱ�죬��������ǿ�Ȼ���û��Ӱ�졣 ��������ѧ�ڣ���ȣ��ͣˣ�������̣����˶������ĸ������������ϵͳ�����˴������о����������������һ���µ�ȷ���ӹ�������㷨�����㷨�ۺϿ�����������еij���������ϳ������������ ���Ż���ȷ���ӹ�������ȷ���ӹ���������о���һ�ֻ��ڰ���ʶ��ķֲ��㷨���÷����ۺϿ����˵��ߵĿɼӹ��ԡ����ֲ��ȡ���С�ֲ����������أ�ʵ��֤���÷����ֲ��������٣����й�����Ӧ��ǰ����
�ձ����ֻ�е�������Ƴ���ҵ���̣գͣţأ���������壭�������Ϲ����ͻ����������ü����ս��ϳ�����ս�ϵķ�ʽ���ӣ̣��սᣫϳ������ʵ�ָ߾��ȵij���Ч����������Ҫ���ý����������ϼӹ�����������ٳ��ͣ�ʵ�ּ����սᡢ�����ӹ������ǿ��ӹ�����������Լ���ά��ȴˮ·�����У�����״������ʱ�䡢���ͳɱ��������������漰һ�廯�ṹ�����ơ����Ϲ����ͻ��ܷ������н��������ͺͲ�����ϳ���ĸ��١��߾��������ӹ���ʵ������ӹ������൱�ijߴ羫�Ⱥͱ���ֲڶȡ�
3 ���������ĵĸ��ϼӹ�������չ����
�����ں�����������ͼ������켼�����ƣ� ���������ĵĸ��ϼӹ������ܿ����Ʊ�����ͬ���ϵĸ߾��ȡ��������ĸ�����״����������������ڣ���ʡ���ϣ����ͳɱ�����ǿ��Ʒ�������ƣ��ر������ڸ�����״����Ʒ�֡�С������������������й�����Ӧ��ǰ���� �����ڻ��������ĵĸ��ϼӹ������о��ո�����ǣ�浽��Ϊ����ļ���ѧ�ƣ�ֻ�������ѧ�Ƽ����õ�ȫ����о�����ܶԸü����γ�֧�ţ�������˵���¼��������ǽ�����Ҫ����Ŭ���ķ���

����������ϵͳ���з���Ŀǰ�����еĸ��ϼӹ�ϵͳ���������������ٳ��ͼ��������Ļ����������еĸĽ��ͼ��ɣ���������̺Ϳ��ٳ�������������ͬ�����Ⲣ���ܹ���ȫ���ӳ����ϼӹ����������ơ�δ�������Ŀ�����Ӧ�û��ڸ��ϼӹ��������ص㱾������ģ����ơ���ɢ���ֲ㴦����·�����ɼ�����ֱ���ӹ�����������̽���ϵͳ���ںϡ�
����������ϵͳ���з���������������ι����У�Ҫ�ڳ����ͻ��ӹ������в���ת������ӹ�����ϵҲ�ڲ��ϵı仯����˶��ڵ��ߺͳ�����ȷ��λ�Ϳ�����Ϊ��Ҫ�������ڼ������еĻ��������ĵĸ��ϼӹ�ϵͳ������û�з������ƣ�������ʵ�ֶԼӹ����̵�ʵʱ���ͷ������γɱջ����ƣ���Ҫ��һ���о���
���������ͳߴ����չ���������ܵĻ��������ĵĸ��ϼӹ�������ҪӦ����ģ�ߡ����ܽṹ����Ƕ��ʽ�ṹ���Ƚṹ�ߴ��С�ij��ͼ��У��в��ܳ��ʹ��ͽṹ����
���������ռ����ԡ����ڳ��͵�������в�ͬ���������ʣ���������õij������պͲ���Ҳ�Ͳ�ͬ����ν����ֳ��������豸������һ�𣬲���֤���е�Э���Ժ�Ч������Ҫ�о������⡣
����������������ؼ�������������Խ��Խ��Ĺ�ע����Ҳ�кܶ�ȱ����Լ����Ӧ�úͷ�չ����ˣ�ͬ�����������ϵĸ��ϼӹ�������Ϊ�о��Ľ��㡣�����ڲ��������ĸ��ϼӹ�ԭ���Ļ����ϣ���ϸ�����˶��ָ��ϼӹ�������ԭ�����ص㡣ͨ���ܽ����и��ϼӹ��������о���״��ָ��δ�����о�����
���ߣ������ܣ���������¬��ƽ����责�����������ѧ��е�복��ѧԺ��
(���α༭��admin)
 ʲô��FDM�IJģ����ھʹ�
ʲô��FDM�IJģ����ھʹ� ��������3D��ӡ��������
��������3D��ӡ�������� dz�����ֳ���3D��ӡ���ϵ�
dz�����ֳ���3D��ӡ���ϵ� ͨ����������ؿ���ѡ����
ͨ����������ؿ���ѡ���� 3D��ӡ��֪ʶС����
3D��ӡ��֪ʶС����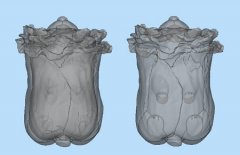 ��̻���ӡ���Ϳ���Ҫע��
��̻���ӡ���Ϳ���Ҫע�� ʹ��FDM3D��ӡ��3
ʹ��FDM3D��ӡ��3 3D��ӡģ�ͳ�����
3D��ӡģ�ͳ�����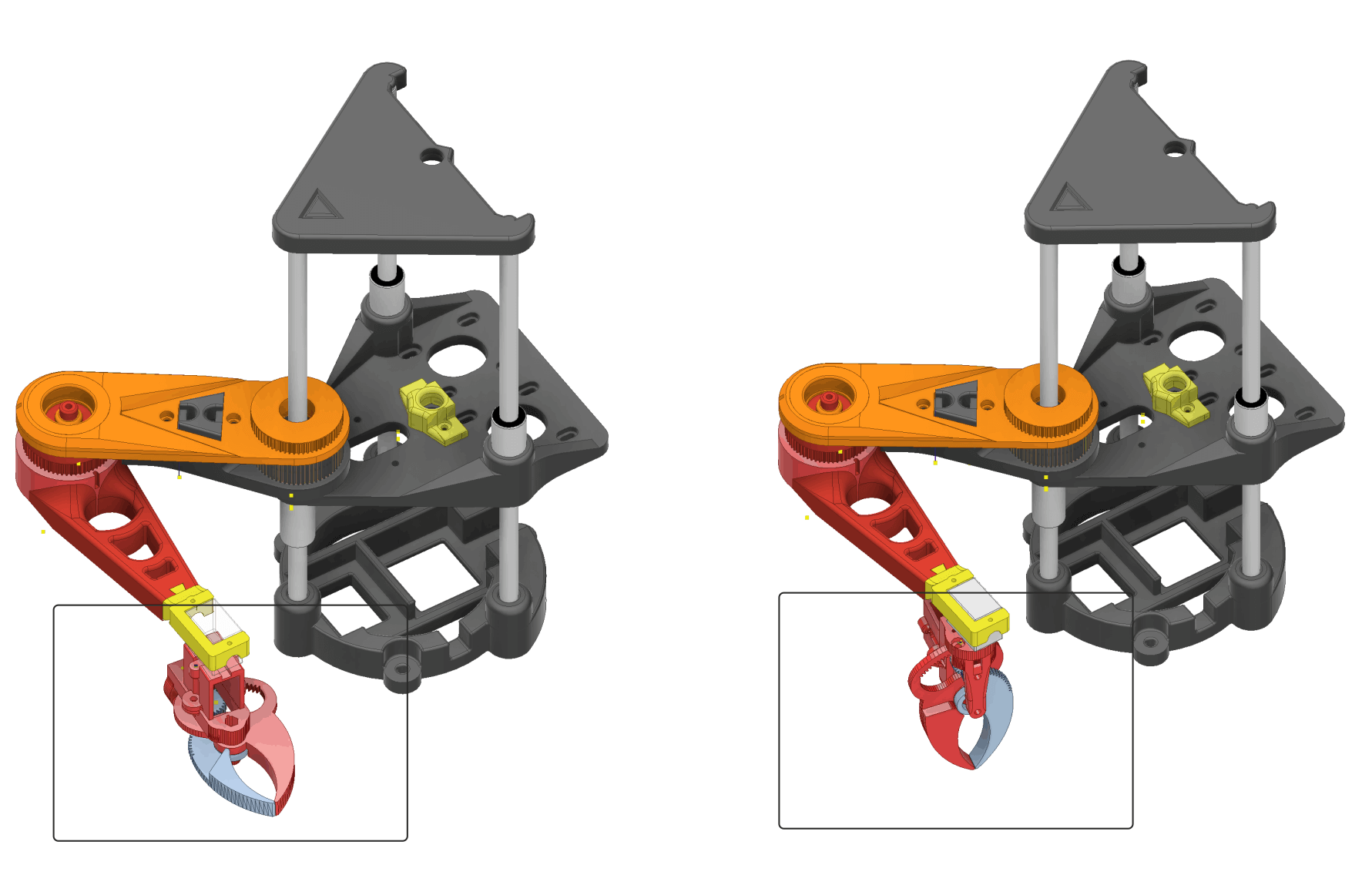 FDM 3D��ӡ������
FDM 3D��ӡ������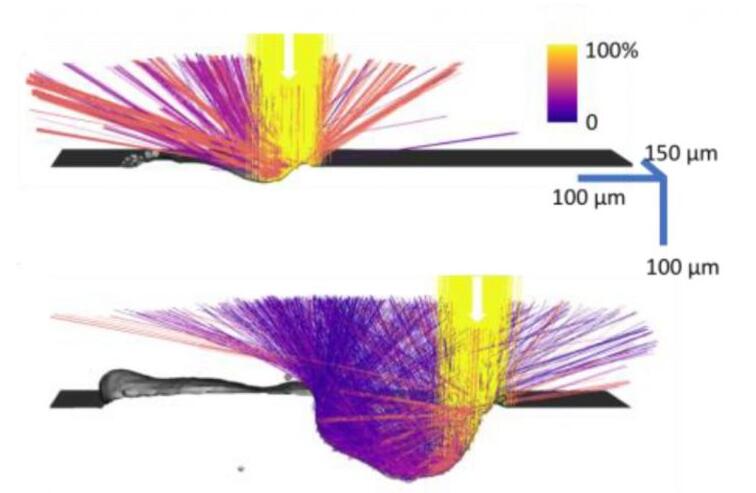 ����Ϳ��Ʒ�ĩ��
����Ϳ��Ʒ�ĩ�� ��ȡ�ȫ�� ����
��ȡ�ȫ�� ����