
��������������ĸ��ϼӹ���������(3)

����Ľ������β���Ϊ��
��һ������������Ʊ�Ե ������Ӧ�ֲ㣨���ȷֲ㣩�������¶��Ͻ��з� �㣬����ÿһ��ij���ɨ��·������ϳ��·���Լ��ת���ģͣ����ͣͣ������룻
�ڶ�������װ�����ܺ�Ļ��壻
�����������ù��ղ��������ʡ�����ֱ����ɨ�跽ʽ����������ȡ��ӹ�������ɨ�����ʡ�ϳ�������Լ�������Ʋ����ȣ���
���IJ����ڻ����ϳ����Ϻ�ĵײ��Գ��ܴ��������룬���Ի���Ԥ���Ի�úõ����ȷֲ���
���岽����ÿһ�����ƽ��ϳ��������ȱ�ݺ�ȥ�������㣬�Ի�����õı��������ʹﵽ���õIJ��
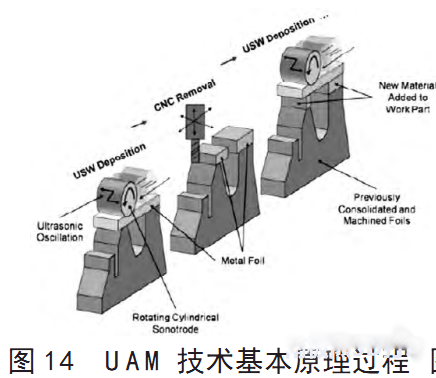
���������ظ����ͣ���ֱ������������ɡ������������У������ȴ��������������Ӧ���Լ����ƻ�е���ܺ����ƣ���������ɣ����ȣ̣��������ɵģΣô�������ƽͷ����ͷϳ�����϶��½��о��ӹ�����������������������Ĵ�����
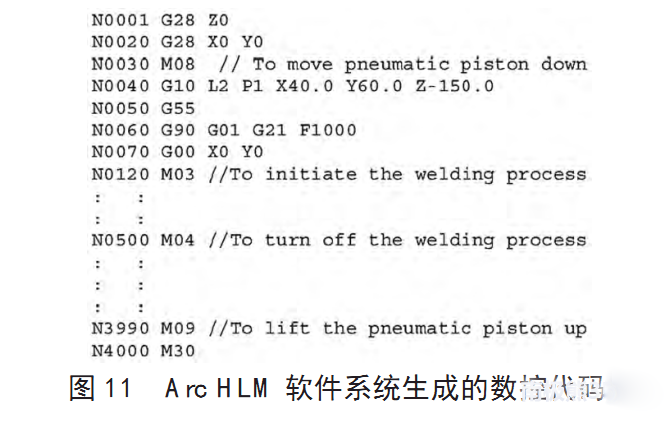
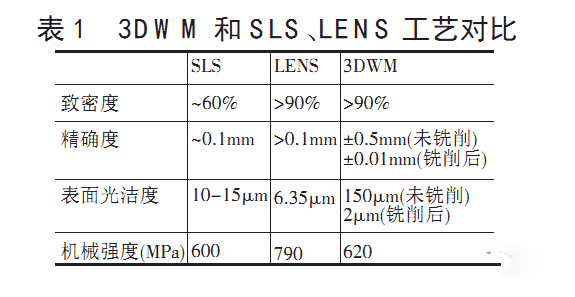
ͼ������ʾΪ�����ȣ̣�����ϵͳ���ɵ����ش��롣 �ͣ��������Ŷ�һ����������ѧ�����о����٣��磭����ӣ����Ŷ��з���һ����ά���Ӻ�ϳ�����ϼӹ�ϵͳ�������ԭ��������ͣ����ȣ̣ͻ�����ͬ����ϵͳÿһ�������ȷ�Χ�ڣ�����������������֮�䣬ϳ�����ڣ�������������֮�䡣����Ϊ�ӣ̣ӡ��̣ţΣӡ����ģף��նԱȲ�����
������ѡ���Լ����۸����ϼӹ��������ȣӣ̣ͣ�
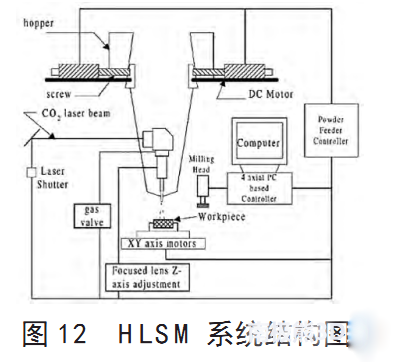
����̨��Ƽ���ѧ�ģʣ��磭�٣�����������ѡ���Լ����۸���ϳ�����ϼӹ�������չ�˽������ֱ�����ٳ�������������ط�����о�����ϵͳ����ƽṹ��ͼ������ʾ���ɣңӣ������������ˣףãϣ���������ͬ���ͷ�ϵͳ�����������ӹ�������ϵͳ��ϵͳ�����Լ����屣��װ����ɡ����ڹ������뼤��ͷ�ȽϽ����ڳ���ɨ������л�����������ȣ��Ӷ�Ӱ ���ĩ��̬�������ԣ�����������ij������������ ��ϵͳ������һ������ˮ��ʽ��ͷ����ͼ������ʾ�� ��
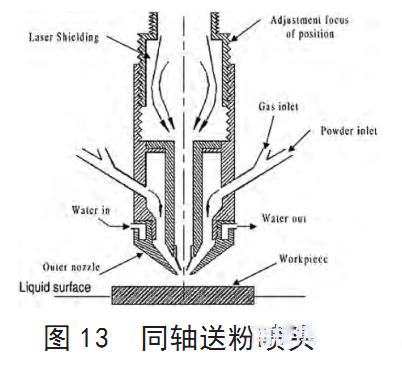
��ϵͳ���������ܺͣȣ̣͵�����һ�����������ֲ��������á�ģ����ɢ������Ƭ�ֲ㡢ɨ��·����ϳ���ӹ�·�������ɴ����Լ������ƶ�����ת���ȵȡ������������ȣ̣͡��ãͣ¼���һ������ͬ����Ϊ�����Ч�ʣ���ϵͳ�ڳ�������������㣬�ﵽ���ú�Ⱥ��ٽ���ƽ��ϳ�����ڳ������н�����ĩ������״̬�����ڱ������������ã��۸��������״��Բ���Σ��������ڷ�ĩ������̫�����ֱ��̫����δ�ۻ���ĩ������������һ��ʱ����̬��ĩ��������һ��ı������������ۻ���ǰ������δ�ۻ���ĩ�����³����߶����Ӳ��࣬���满�ȱ�ĸ�����������ʱ����������������ԣ����յ����۸���߶Ȳ������ӡ���ϵͳ��ȡ�����������������ƽ��ϳ�����ܺõĽ����������⣬���ұ�֤�˳���Ч�ʺ����������ڲ���ͬ���ͷۼ����۸����գ���ϵͳ���ͼ����ȱȽϸߡ�
(���α༭��admin)
 ʲô��FDM�IJģ����ھʹ�
ʲô��FDM�IJģ����ھʹ� ��������3D��ӡ��������
��������3D��ӡ�������� dz�����ֳ���3D��ӡ���ϵ�
dz�����ֳ���3D��ӡ���ϵ� ͨ����������ؿ���ѡ����
ͨ����������ؿ���ѡ���� 3D��ӡ��֪ʶС����
3D��ӡ��֪ʶС���� ��̻���ӡ���Ϳ���Ҫע��
��̻���ӡ���Ϳ���Ҫע�� ʹ��FDM3D��ӡ��3
ʹ��FDM3D��ӡ��3 3D��ӡģ�ͳ�����
3D��ӡģ�ͳ����� FDM 3D��ӡ������
FDM 3D��ӡ������ ����Ϳ��Ʒ�ĩ��
����Ϳ��Ʒ�ĩ�� ��ȡ�ȫ�� ����
��ȡ�ȫ�� ����