对水雾化和气雾化低合金钢粉末进行增材制造的对比研究
时间:2021-11-30 08:24 来源:江苏激光联盟 作者:admin 阅读:次

图形摘要
本文比较了水雾化(WA)和增材制造(AM)、气体雾化(GA)两种粉末,重点研究了激光粉床熔合(LPBF)的过程动力学和粉末行为。AM由于其比传统的制造方法有许多优点,最近引起了广泛的关注。这些包括设计的自由,材料重量的减少,更短的交货时间和制造完全密集的零件,非常复杂的几何形状。LPBF是目前AM的主要工艺之一,以粉末为原料,逐层生产零件。然而,除了有一些优势之外,该技术也有一些局限性。主要的工艺限制之一是制造成本。
金属的LPBF起源于粉末冶金(PM)和激光熔覆界,粉末用于制造高密度、耐磨和精密的零件。关于那些技术的现有知识创造了基础,但不覆盖AM的所有方面。许多类型的粉末适用于LPBF,包括不锈钢,铝,钛和镍合金。然而,这些材料组成最初是为铸造和机加工而开发的,其中涉及的物理机制略有不同。气体原子化和等离子体原子化(PA)粉末由于其化学纯度和接近球形的形状,使材料更容易在粉末床上分布,便于激光加工。
气体雾化工艺的生产能力相对较高,能够制造具有广泛粒径分布的粉末。LPBF的目标PSD通常是通过从用于PM的一批生产中筛出粉末来实现的。这导致满足AM要求的原料产量有限。等离子体雾化主要用于生产高纯活性粉末材料。
本文在熔融池的形成、颗粒行为和剥蚀、飞溅产生和材料性能等方面进行了许多研究工作。低氧含量、优异的流动性和高表观密度解释了人们对这些材料的兴趣,因为这些特性决定了过程的效率。过程效率也受粉末输送机制的控制,这主要取决于LPBF系统的特性,并且不同的机器供应商不同的。
作为一种替代方案,水雾化粉末颗粒形态不规则,氧浓度略高。这是由于在雾化过程中更快的冷却和凝固速度,以及使用水将金属流分解成粉末。然而,通过调整雾化过程、改变生产路线或在工艺链中加入后处理程序,可以修改产生的形貌。
Boisvert等人进行了一项研究,在雾化之前对熔体进行镁处理,以改善WA粉末的形状。该技术创造了促进形成更多球状粒子的条件。形状的改善是由于镁的存在增加了熔体的表面张力。Schade等人描述了一种专门用于AM的WA粉的制造工艺。该工艺通过使用高压水雾化(HPWA)生产细WA粉末,然后从获得的粉末中去除不规则颗粒。虽然上述方法证实了改变WA粉末形状的可能性,但实现更球形的粉末会增加制造成本。
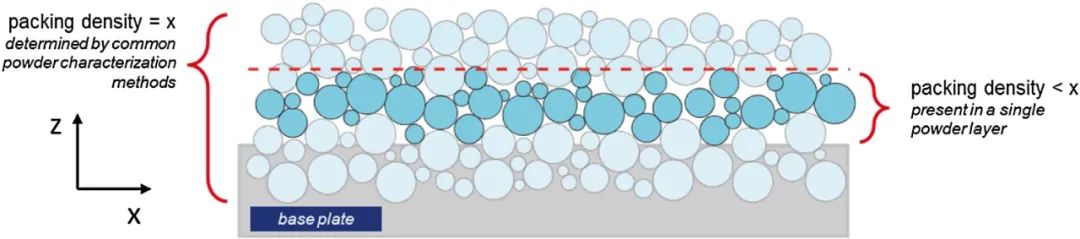
当采用不同的雾化技术时,材料的性能往往会发生变化。根据Li等人的研究,样品使用GA粉与WA粉相比有更少的孔隙率。由于氧含量较低,材料的包装密度较高,使得GA粉末结构致密。粉末堆积密度是LPBF的一个重要特性,它描述了粉末颗粒在一定体积内的排列,它们之间的空隙最小。分析了几个因素,如粒度分布(PSD),流动性,形态,表面化学和颗粒间力决定填料的行为。
一般来说,具有较宽PSD的粉末表现出较高的包装密度值,因为材料中的细颗粒能够填充相邻的、较大的颗粒之间的空隙。在AM的大多数原料材料来与一个狭窄的PSD和接近球形的形状,以确保均匀和容易的颗粒蔓延在粉床上。因此,LPBF的平均充填密度不超过60%。
对GA和WA粉末进行了一些研究,以研究它们在激光照射下的行为。irinki等人报道了17-4PH不锈钢WA和GA粉末在LPBF中的应用研究。结果表明,与加工GA材料相比,WA粉的致密化需要略高的激光功率。铝粉的低力学性能与高氧、高硫有关,这也改变了熔池的表面张力和Marangoni流动。Durejko等人对用激光工程净整形(LENS)技术制造的WA和GA铁粉进行了研究。研究表明,用WA粉制备样品是可行的。作者报告说,在研究中作为参考材料的GA粉末显示出与WA粉末相似的孔隙数量。
目前的文献综述表明,由于GA粉的特点,LPBF一般采用GA粉作为原料,满足AM的要求。这种材料的制造成本较高,生产收率有限。另一方面,WA粉性价比高,可以部分替代广泛使用的GA粉。文献只提供了成本差异的适应症。然而,某些缺点,如不规则的形状,粉末分布在构建平台和降低表面质量的最终组件阻碍材料的应用在AM。通过改善WA粉末的形状和研究其在LPBF中的行为,可以使该材料在AM中找到自己的生态位。然而,还需要进一步的研究来获取更多关于其行为的知识,并最大限度地提高这种材料的应用潜力。
今天,GA粉主要用于粉末冶金等应用,只有一小部分细粉被筛选出来用于AM (LPBF)。由于粉末是为不同的目的同时生产的,成本计算包含许多不确定性。一个本质的区别是,气体雾化需要氮气或氩气作为昂贵的气体,而水雾化使用水将熔融分解成液滴。目前,这是WA粉有潜力比GA粉更具成本效益的主要指标。用等离子体雾化生产单独用于AM的粉末是另一种技术,尽管更昂贵和效率更低。
本文研究了水雾化和气体雾化低合金AISI 4130钢粉末的过程物理差异,重点研究了粉末粒子动力学和激光辐照下粉末行为。该材料的组成和性能是全新的AM。该粉末具有良好的机械性能和耐腐蚀性能,同时具有相对较低的生产成本,这使其具有在AM中使用的吸引力。本文采用高速成像(HSI)技术,实现了对粒子动力学的观测。实验采用相同粒径范围的WA和GA粉末进行。研究了粉体的化学性质和形貌对工艺行为的影响。
2. 材料和方法
2.1. 原料的特点
采用Höganäs AB公司提供的20-53 μ m的AISI 4130低合金钢气、水雾化粉末进行了实验研究。除了形貌上的差异外,化学成分也因雾化过程而不同。采用电感耦合等离子体质谱(ICP-MS)分析粉末的化学成分。用惰性气体熔合法测定氧和氮。用燃烧分析法测定硫含量和碳含量。结果如表1所示。
表1 GA和WA低合金钢粉末的化学成分(wt%)。

每种粉末的粒度分布通过Sympatec Helos激光衍射法进行评估。使用FEI Magellan 400超高分辨率扫描电子显微镜测定颗粒形态。霍尔流量计漏斗法(ISO 4490)用于测量粉末的流动性和表观密度。相对密度计算如下:

ρ视密度是物质的视密度(即粉末质量除以其体积,g/cm3);ρ理论是物质的理论密度(即散体物质的密度,g/cm3)。得到的值如表2所示。
表2 GA和WA AISI 4130低合金钢粉末的工艺性能。
2.2. 单轨激光加工
粉末被预先放置在一个270英寸的平台上 × 250 × 2. 在LPBF实验装置中,使用倾斜7°的连续波IPG Yb光纤激光器制作单轨的mm不锈钢基板。激光波长为1070 纳米,激光束光斑为75 在焦点处为μm。光学元件由一个250毫米的透镜组成毫米焦距准直器和150毫米毫米焦距聚焦透镜。
在整个实验过程中,设置并保持以下参数不变:250 W激光功率,3 m/min扫描速度,100 μm粉末层厚度(h,μm),1 轨道之间的填充间距为mm。事先测试了各种速度-功率组合,以选择适用于两种材料且无任何成球、氧化等的速度-功率组合。氩在大约18℃时用作保护气体 l/min,以维持层流。气管(直径为20 mm)局部放置在加工区域上方,以防止氧化。在制备阶段对装置进行了测试,以确保不会因气流而对粉末床造成干扰。较高的气体速率值导致湍流的产生,而较低的气体速率值可能会促进激光衰减,因为飞溅物没有完全从处理区域中清除。
从熔池喷出或被气流吹走的飞溅物收集在不锈钢板(150)上 × 250 × 2. mm)在粉末床后面。或者,实验可以在充满保护气体的密闭室中进行。上述设置更适合于使用HSI观察和研究现象。局部放置气流的存在也有利于收集飞溅物进行进一步评估的实验。在构建平台上摊铺粉末时,发现粉末流动性存在一定差异。虽然WA粉末在实验之前进行了形状处理,以使颗粒圆整并改善流动性,但需要更多的努力才能达到与GA粉末相似的材料分布水平。
已知水分含量会影响粉末在粉末床上的铺展以及后续加工。为了确保原料不会因运输和储存条件、流动性(水分含量的良好指示器)而受到粉末中水分的影响在激光加工之前测量粉末的质量,其值与供应商提供的粉末质量证书中给出的值相似。
本研究旨在研究不同形貌粉末材料之间的粉末运动行为以及与激光加工相关的差异。工艺参数(扫描速度、激光调制等)和条件(气体输送、粉末撒布等)可能因机器供应商而异。
一般来说,商用LPBF系统的扫描速度高于本工作中应用的扫描速度,且该过程在充满氩气的腔室中进行。这里使用了开放式线性轴激光系统,尽管速度限制较低,但提供了更大的实验灵活性,包括高速成像和飞溅收集。然而,所研究的方面仍然是本对比研究的代表,因为其目的是了解相同等级GA和WA粉末的粉末行为差异。
2.3. 高速成像分析
本研究使用了一台Photron FASTCAM Mini UX100高速成像相机来检测和识别WA和GA粉末的颗粒行为差异。CAVITAR提供了两种照明激光器CAVILUXCW(光纤耦合输出,连续波功率为50 W,波长为810 nm),用于录制高质量视频。为了去除过程光,在相机镜头上应用了一个窄带通滤光片。这些视频是利用远程显微镜以不同帧率录制的;INFINITY型号K2, CF-2物镜,放大率3.5倍。图1展示了实验设置,相机倾斜24°垂直于处理区域。
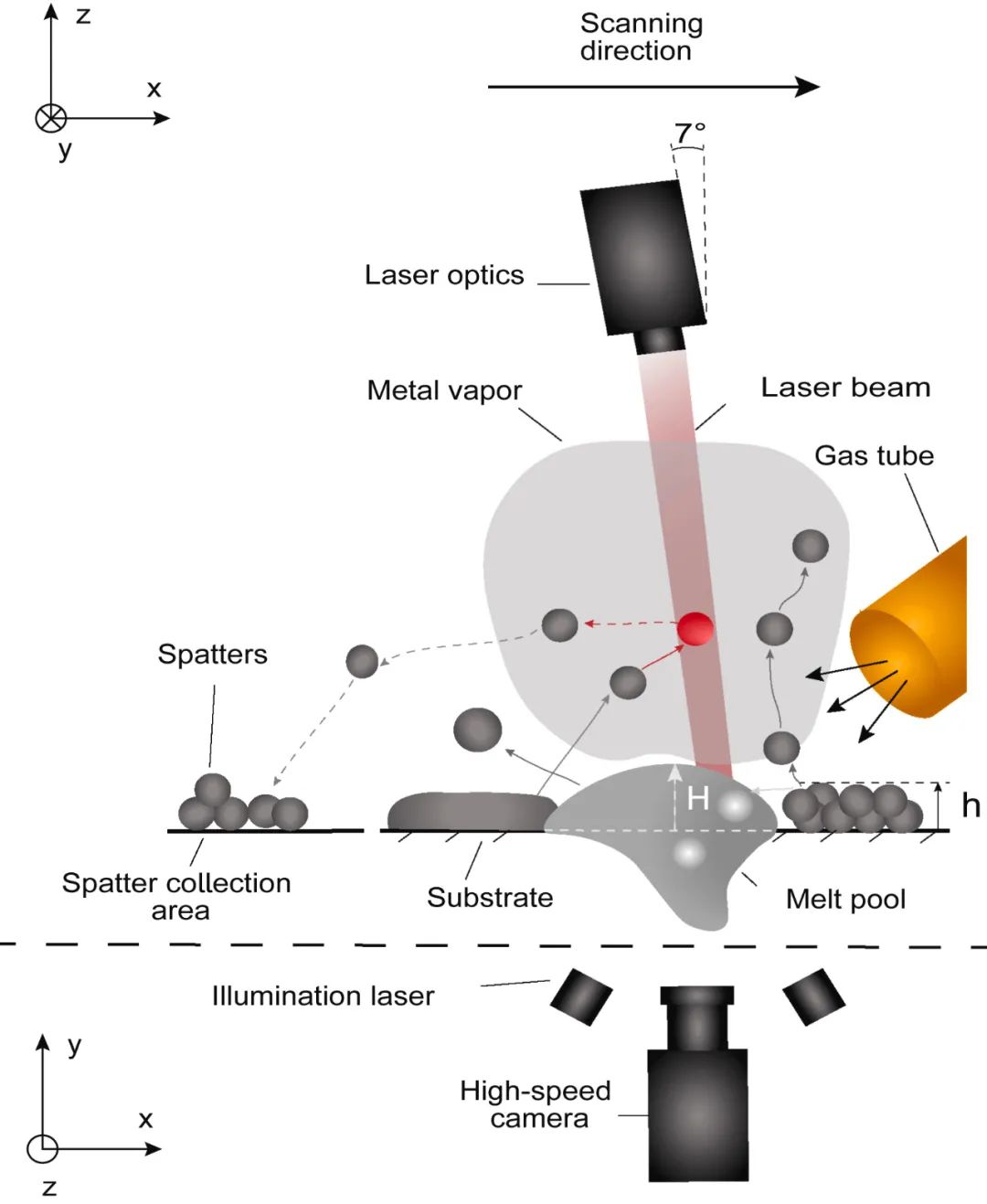
图1 实验装置,显示处理和飞溅收集区域。氩管位于粉末床上方,与激光束方向相同。摄像机垂直于处理区域倾斜24°。
2.4. 轨道高度和面积的确定
为每种粉末类型制造了60个单轨样品。测量形成的珠子的高度和面积。样本沿着轨道(在开始、中间和末端)的几个位置被切割,以识别轨道长度的变化。利用光学立体显微镜尼康SMZ1270测量轨道高度(H,μm)。使用ImageJ程序确定轨道横截面的面积。对两种粉末获得的值进行平均并进行评估,以研究轨迹大小的差异。
3.结果和讨论
3.1. LPBF过程中粉末形态对原料性能的影响
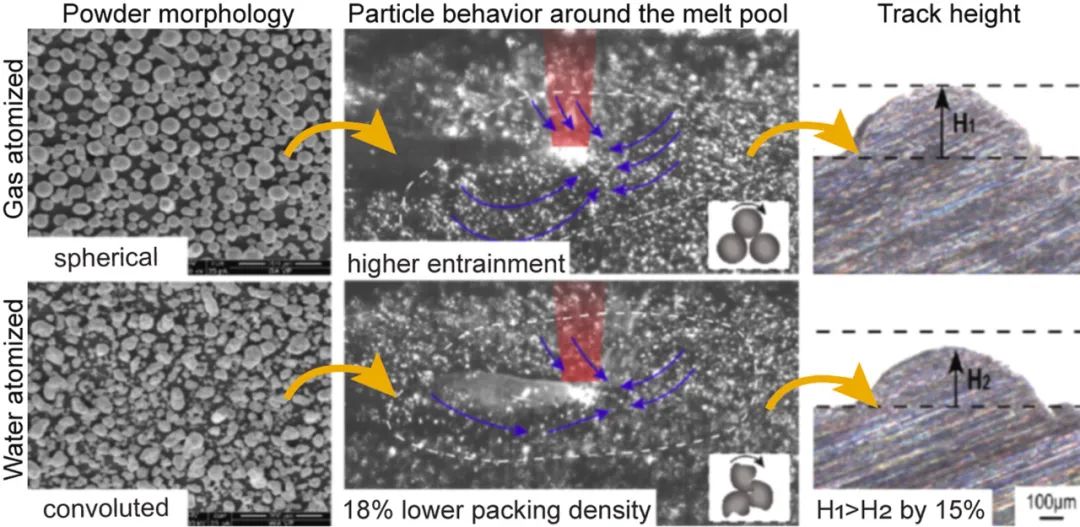
粉末形态直接影响AM原料的性能。因此,正确理解粉末形状在LPBF过程中的作用非常重要。本研究中使用的粉末在形态上有所不同,从GA粉末的近球形到WA的卷曲状(图2a,b)。WA钢粉末在交付前由供应商进行机械处理,以改善其流动性和表观密度,因为这些特性对后续加工至关重要。图2b显示由于形状改性处理,WA粉末具有稍高数量的细颗粒。
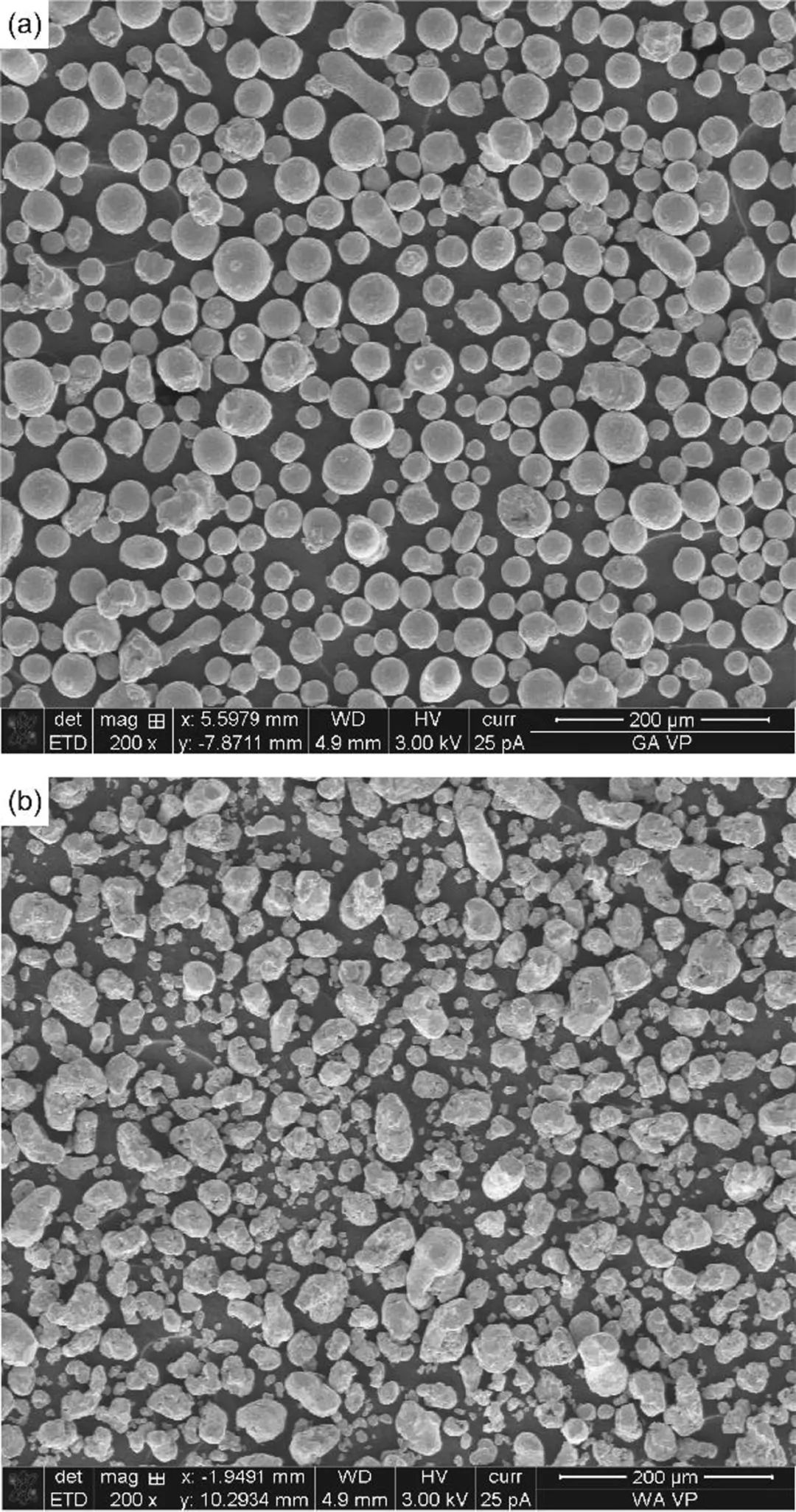
图2 GA (a)和WA (b)低合金钢粉末的形貌。
表2突出显示了两种材料的技术性能。相对密度用于表征粉末的堆积密度。通常,使用非球形颗粒时,任何给定粉末系统的填充效率都会降低。这一结论在本研究获得的结果中得到了证实,导致GA和WA粉末的相对密度差异为18%(分别为53%和44%)。理论上,材料中细颗粒的存在应通过填充较大颗粒之间的空隙来提高堆积密度。然而,获得的WA堆积密度结果没有显示出任何显著的改善,即使初始粒度分布与GA相比有更多的小颗粒。可以观察到(图3a,b)WA粉末平均粒度D50稍低(D50 = 37.5 μm)与GA粉末(D50)相比 = 42.5 μm)。
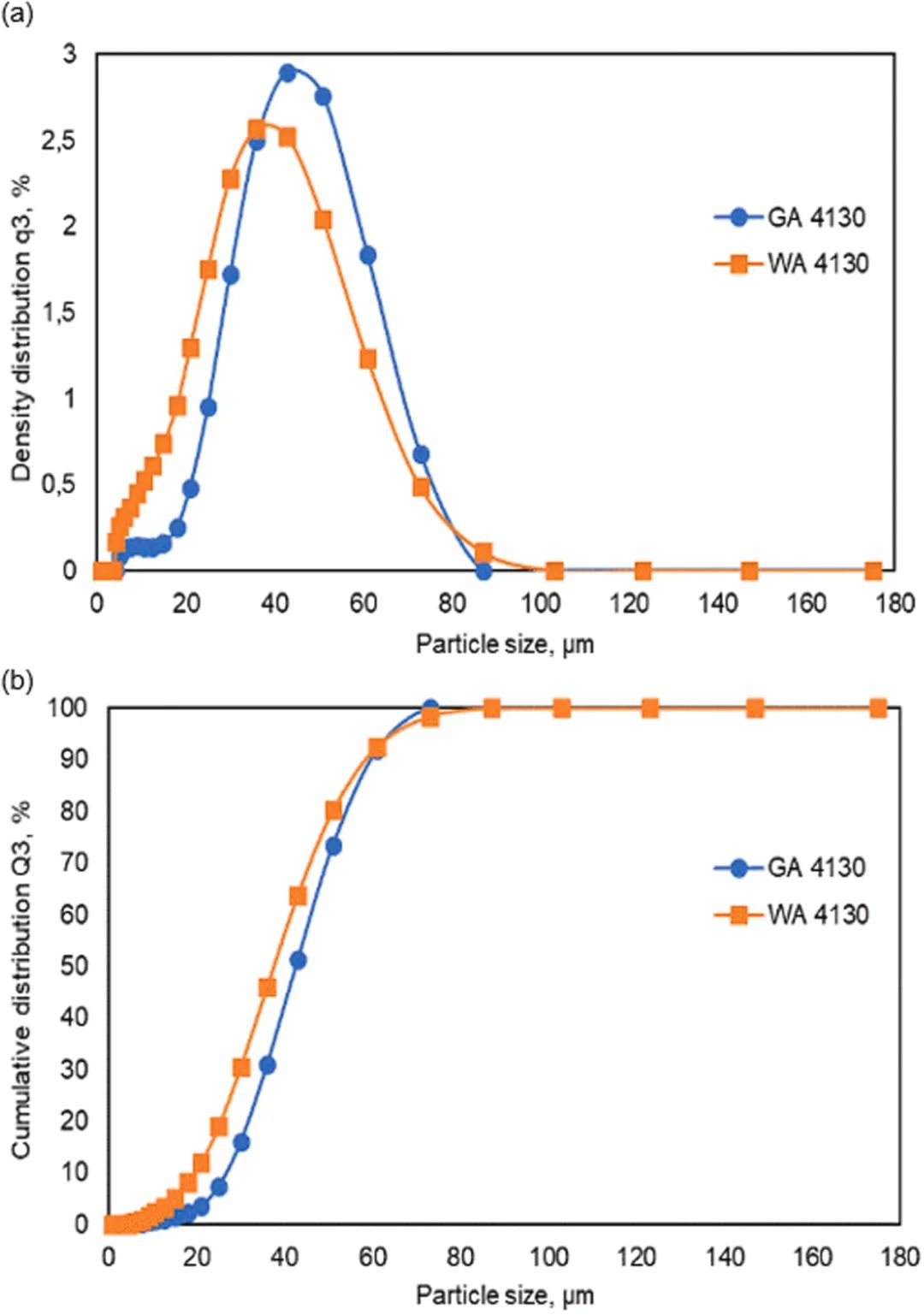
图3 GA和WA低合金钢粉末的密度q3 (a)和累积q3 (b)粒径分布。
此外,WA粉末具有较高数量的细颗粒(D10) = 19 μm)与GA粉末(D10)相比 = 26.5 μm)。D10表示对应于10%累积尺寸不足粒度分布的粒径。这可归因于WA粉末中颗粒间摩擦的增加,阻止细颗粒到达相邻颗粒之间的空隙。粉末颗粒与附近的材料表面相互作用,形成机械接触。
制造WA粉末的目的是使其尽可能与GA粉末相似。在化学、粒度分布和形态上仍存在一些差异。由于LPBF过程的复杂性,这些差异是否会影响该过程并具有相关性并不明显。因此,开展了本研究。当比较粉末时,可以预期过程行为的差异,这与最终构建的属性相关。这些差异包括加工效率、粉末掺入和粉末床的降解,这些差异通过飞溅物落在粉末床上和粉末回收影响进一步加工。
3.2. 激光加工过程中粉末的运动行为
图4显示了GA(a)和WA(b)粉末在熔池周围的移动行为。箭头表示粉末流动区域,突出显示GA粉末的更好流动性(图4a)。虚线(图4a,b)显示了熔池区域、激光束的位置以及粉末床上受激光照射影响的区域。
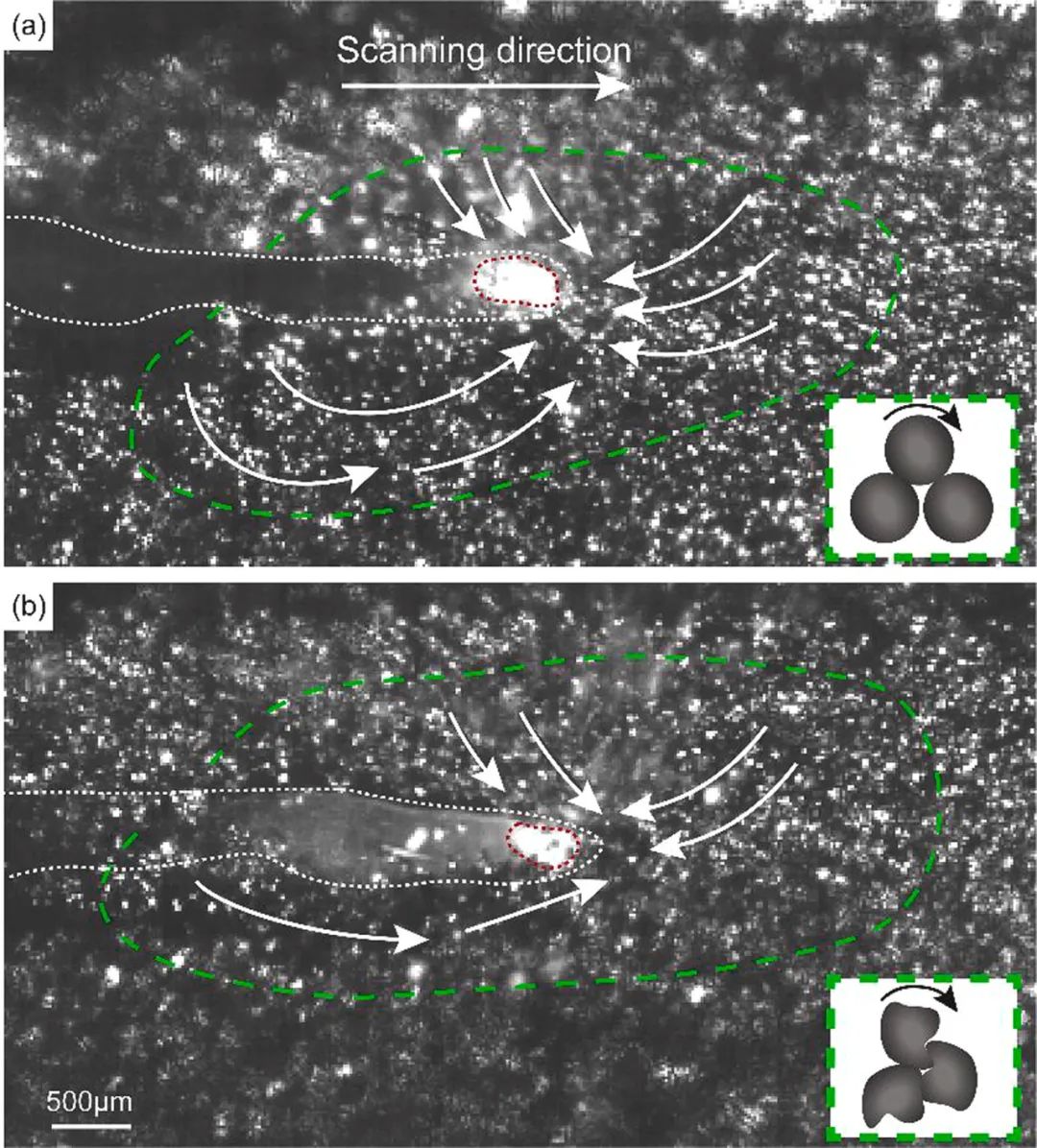
图4 GA (a)和WA (b)粉末的粉末移动行为。图(a)和图(b)中的箭头表示粉末的移动方向,GA粉末颗粒的移动更大。示意图显示了粉末相互作用和运动的差异,(a)突出显示GA圆形颗粒的自由流动,(b) WA粉末的机械联锁。曝光时间为20 μs。
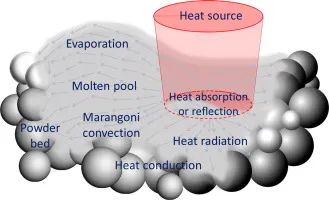
激光加工不同形貌的粉末时,工艺条件至关重要。粉末形态通过与激光束的相互作用间接形成熔池的前端。粉末表面积的大小决定了与激光束的相互作用区域。根据颗粒进入熔体池的轨迹,它为热域的启动和进一步向熔体后部分布创造了不同的条件。图5显示了一系列的帧,突出显示了使用GA (a)−(d)和WA (e)−(h)粉末时的过程动态。
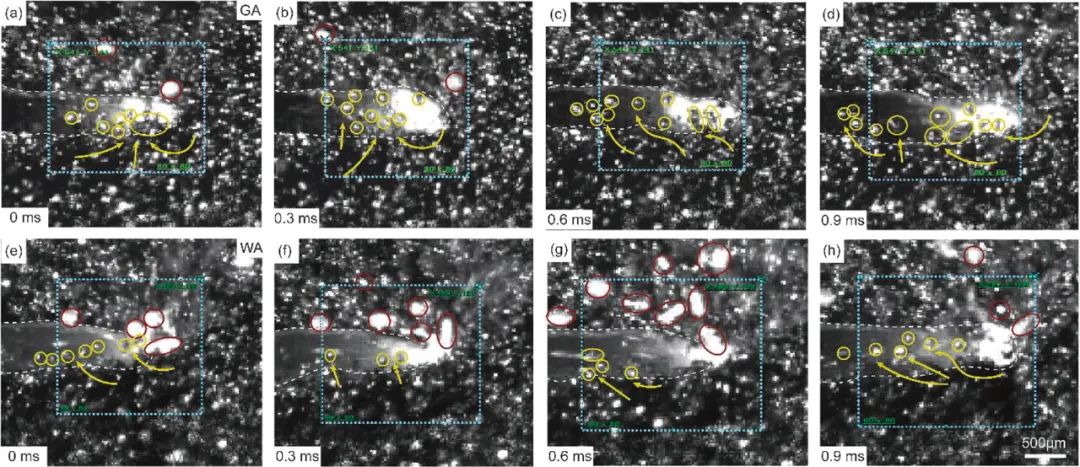
图5 当使用GA (a) - (d)和WA (e) -
(h)粉末时,熔池-粉床相互作用。快照中的箭头说明了粉末颗粒的轨迹。用黄色突出显示的粒子是从粉末床分离出来的蒸汽夹带粒子。红色标记的喷出物是来自熔体池的反冲驱动飞溅物。白色虚线表示融化池区域。一个80
× 80像素大小的区域突出了熔化池的前面区域,以便观察粉末的移动和分离。两种材料的视频都是以16000帧/秒的速度录制的。
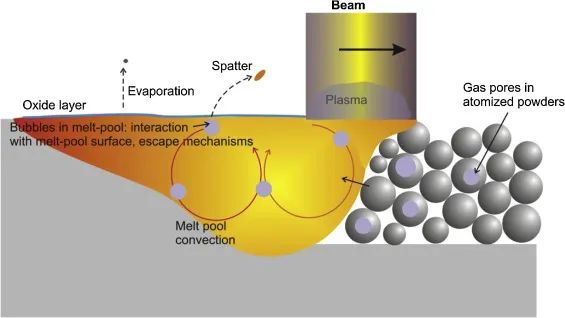
当激光束穿过粉末床时,它将粒子带到激光束的前面和周围。此外,位于激光路径后面两侧的粒子也被吸引到激光-粉末相互作用点,这很可能是由于熔池蒸发产生的蒸汽压梯度。这意味着氩气流动对附着在粉末床上的颗粒的影响很小。当熔体池的温度超过汽化温度时,就开始汽化,从而通过熔体喷射去除材料。这导致了反冲驱动飞溅的产生(图5a, b, e, f, g, h)。
来自熔体池的金属蒸汽诱导气体向内流动,相对于扫描方向向上和向后拉粒子。因此,最初通过范德华力附着在基材表面的粉末颗粒很容易被分离并被拖向熔体池(图5,用黄色突出显示的颗粒)。
这种粒子运动被称为由诱导气流引起的蒸汽驱动的粒子卷带,导致轨道周围形成一个耗损区,从而产生Matthews等人所描述的剥蚀现象。在加工GA粉时,熔池附近的颗粒倾向于自由移动,与熔融材料发生碰撞并浸入其中。这是由于GA粉末的圆形和良好的流动性,这里的引力不足以将颗粒固定在适当的位置(图4a)。一部分粉末被气流夹带,从熔池中卷走,成为飞溅物。
WA粉由于其形状不规则,表面发达,表现不同,与相邻颗粒产生机械接触,形成团聚体。团聚体可能不会到达熔体池,因为它们的质量更高,这是由于粒子聚集在一起而实现的。因此,更少的粒子有助于熔池的形成(图4b)。在处理WA粉时,熔池也出现了相当混乱和不稳定的行为(图5(e)-(h)),这很可能是由于与GA粉相比,粉末中的氧含量更高。
(责任编辑:admin)
 Chem. Mater.:3D打印超高
Chem. Mater.:3D打印超高 更为坚固的复合材料3D打印
更为坚固的复合材料3D打印 MIT团队开发出3D打印植物
MIT团队开发出3D打印植物 MELTIO旨在通过其首个线基
MELTIO旨在通过其首个线基 三种康复辅具3D打印材料及
三种康复辅具3D打印材料及 3D打印具有生物催化功能的
3D打印具有生物催化功能的 对水雾化和气雾化
对水雾化和气雾化 MIT研究人员开发
MIT研究人员开发 DIW拓展新材料!
DIW拓展新材料! ZORTRAX 推出新型
ZORTRAX 推出新型热点内容

